咨詢(xún)熱線(xiàn)(劉先生):
137-1526-6816
咨詢(xún)熱線(xiàn)(劉先生):
137-1526-6816

電 話(huà):137-1526-6816
傳 真:0755-27120129
郵 箱:szliuguixi@163.com
地 址:深圳市光明區(qū)馬田街道馬山頭社區(qū)華寶實(shí)業(yè)公司第47棟101
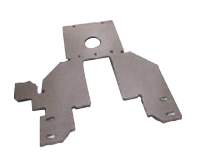
一般來(lái)說(shuō),一些鈑金加工,不銹鋼鈑金加工是用手或模具壓制產(chǎn)生塑性變形,以形成所需的形狀和尺寸,而更復(fù)雜的零件可以通過(guò)焊接或少量機(jī)械加工形成。
下面我們就介紹一下鈑金件加工的常見(jiàn)問(wèn)題及原因
1、毛刺:沖壓或切角過(guò)程中多余的材料沒(méi)有完全留下,鋼板截面下出現(xiàn)毛刺。當(dāng)毛刺高度按截面大于0.2mm時(shí),鐵粉會(huì)損壞模具,產(chǎn)生凸凹。
2、凸凹:材料表面異常凸凹,這是由于開(kāi)卷線(xiàn)中的異物(鐵屑和灰塵)混合造成的。

3、輥印:由于清潔輥或進(jìn)料輥(固定節(jié)距)上附著異物造成。一般來(lái)說(shuō),紙張上輥印的異物可以去除。
4、滑痕:由于輥?zhàn)拥幕瑒?dòng),輥?zhàn)油蝗煌V够蚣铀贂r(shí)出現(xiàn)滑痕。軋輥壓碎可能導(dǎo)致邊緣
5、起皺:開(kāi)卷線(xiàn)上的導(dǎo)輥可能會(huì)由于模具上導(dǎo)輥之間的間隙小而導(dǎo)致起皺,這是由于軋輥的送料不平衡造成的。
6、刮傷:零件刮傷的主要原因是模具上有尖銳的傷疤或金屬粉塵落入模具中。預(yù)防措施是打磨模具上的疤痕和清除金屬灰塵。
7、底部開(kāi)裂:零件底部開(kāi)裂的主要原因是材料塑性差或模具壓邊圈壓得太緊。預(yù)防措施是更換具有良好塑性的材料或松開(kāi)壓邊器。
8、側(cè)壁起皺:零件側(cè)壁起皺的主要原因是材料厚度不夠(如果相對(duì)較小,則允許厚度較薄)或上下模具安裝過(guò)程中出現(xiàn)偏心,導(dǎo)致一側(cè)間隙大,另一側(cè)間隙小。預(yù)防措施是立即更換材料并重新調(diào)整模具。
深圳市佳品金屬制品有限公司
電 話(huà):13715266816(劉先生)
Q Q:874531056
郵 箱:szliuguixi@163.com
地 址:深圳市光明區(qū)馬田街道馬山頭社區(qū)華寶實(shí)業(yè)公司第47棟101

手機(jī)端 網(wǎng)站

掃一掃 加微信